在数控车床上加工非圆曲线是数控教学中的一个难点,而且非圆曲线的加工在数控大赛中也屡见不鲜。而椭圆的加工是非圆曲线加工中最常见的,针对数控车床椭圆的宏程序加工,详细解释思路和程序含义,通过仿真软件进行加工模拟,让初学者能够真正理解椭圆加工的精髓,做到举一反三。
一、知识引入
1.了解椭圆的标准方程;
2.椭圆宏程序结构流程:
开始-给自变量赋初始值-循环条件-因变量表达式赋值-椭圆插补-步距变化-结束。
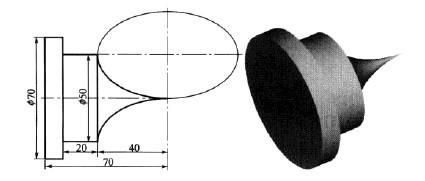
二、加工图纸
三、椭圆加工宏程序思路
1.首先确定图纸中的椭圆为凹椭圆,宏程序中要体现出区别。
2.图纸中椭圆中心的坐标跟工件原点不重合,所以这个可以称为偏心椭圆。
3.必须了解一点,我们计算椭圆上的所有坐标都是依据椭圆中心来计算的,而我们编程的时候所有的坐标是相对工件原点来计算的。
4.自变量赋初始值,由于只有X和Z两个方向的变量,所以我们只要对其中的一个坐标进行赋值就可以,然后确定加工的区间,计算另外一个变量。
5.椭圆精加工宏程序的编写。
6.由于椭圆加工宏程序只是椭圆精加工,所以还要考虑粗加工,而数控车床G71指令可以嵌套宏程序,所以我们可以用这个指令来进行粗加工。
四、加工程序详解
O0001
G95G97M03S500T0101F0.3程序初始化;
G0X72Z2快速点定位(循环起刀点);
G71U2R1P10Q20X0.6Z0粗车循环;
M03S1200F0.1设置精加工参数;
N10G0X0
G1Z0
#1=0;椭圆Z向加工起点相对于椭圆中心的坐标;
WHILE#1LE[40];判断椭圆孤是否走到Z向终点(相对圆心中点数值);
#2=-25/40*SQRT[40*40-#1*#1]计算椭圆方程中的X坐标(凹圆弧取负);
G1X[#2*2+50]Z[-#1]椭圆插补,实际上椭圆加工的X和Z值(此处要考虑中心点的偏移和Z方向实际加工的距离);
#1=#1+0.2步距0.2,既Z值递增量为0.2,(此值过大影响精度,过小加工速度过慢,应在满足精度的前提下尽可能取大值);
ENDW
G1Z-60
X70
N20Z-70
G0X100
Z100
M30
五、仿真模拟加工
1.回参考点;
2.毛坯设置;
3.刀具设置;
4.快速对刀及参数设置;
5.建立程序号,并输入加工程序;
6.关上舱门,自动加工。

 QQ:
QQ: 邮箱:517397009@qq.com
邮箱:517397009@qq.com 传真:0515-88631266
传真:0515-88631266 地址:盐城市盐都区冈中工业园区振冈路6号
地址:盐城市盐都区冈中工业园区振冈路6号